




产地:济南
规格:赛思特PQ
公司所在地:山东济南
电话:86-0531-68858209 ,15552899756

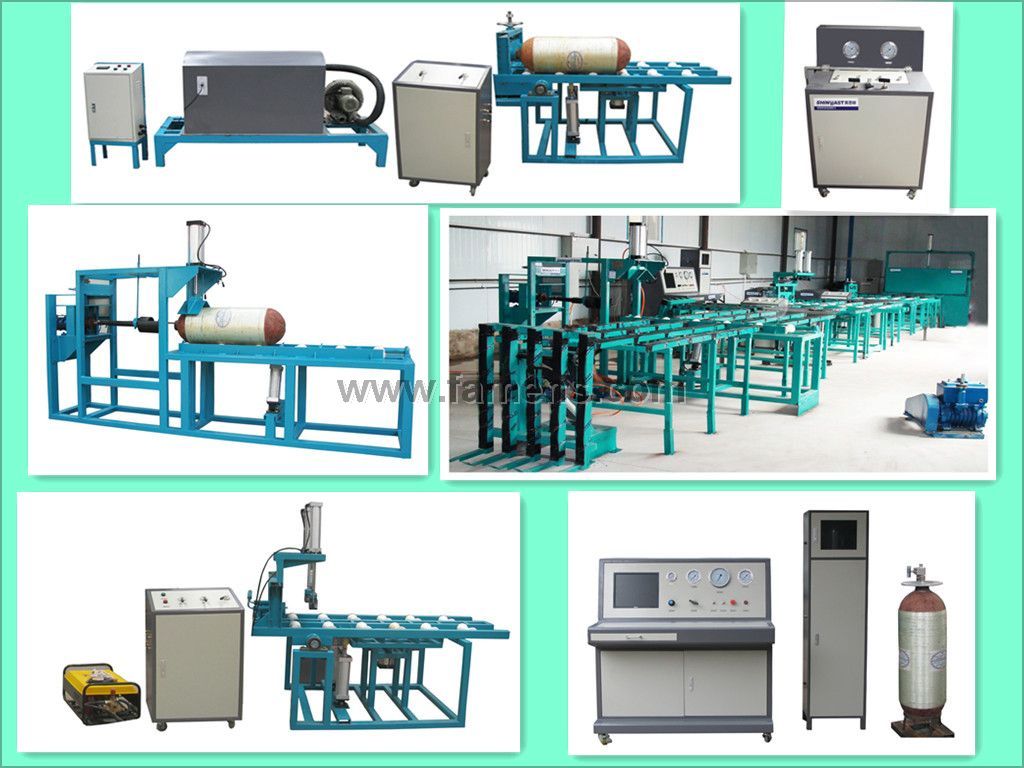
气瓶检测线,车载天然气气瓶检测线检测线各设备都应操作简便,维护方便,动作安全可靠,符合人体工程要求。能够对检测数据进行自动采集和处理,实现计算机控制,具有较高的信息化处 理能力。的详细信息气瓶钢瓶检测设备,包括:气瓶钢瓶内窥镜,充灌设备,变形检验设备,瓶阀校验台,涂装设备,除锈抛丸设备等,设备是根据气瓶制造厂、气瓶检测站制造和维修需要,对符合安全监察规程的标准气瓶,进行检验。本机结构牢固,性能可靠,技术先进,操作方便,适合各大气瓶、钢瓶生产厂家及特检部门。 气瓶、钢瓶检验设备检测范围: |
-
天瑞EDX1800B
-
顶压式阀门试验台(www.china-yysb.com)
-
液压阀体毛泵试验台
-
DYFJ-E型带吊臂顶压试验台
-
阀门测试台(www.cntyv.com)
-
RoHS快速测试仪
-
YFT-Z沉水式液压阀门试验台 阀门检测设备
-
液压井口阀试验台
-
DYFJ-F型立式液压阀门测试机
-
沉水阀门检测设备(www.cntyv.com)
-
手持式Rohs检测仪
-
YFT-B 立式液压阀门试验台 阀门检测设备
-
阀门压力测试机
-
DYFJ-H型安全阀性能测试机
-
阀门试验装置(www.cntyv.com)
-
DYFJ-E型液压焊接阀测试机
-
JLT阀门测试机
-
液压阀门试验台
-
YFT-C组合式液压阀门试验台 阀门检测设备
-
EDX3600H
-
DYFJ-A型液压阀门测试机
-
JLT阀门测试机
-
球体研磨机
-
YFT-T蝶阀液压试验台单式 阀门检测设备